Welcome to Pinghu Zhanpeng Hot Melt Adhesive Web & Film Co., Ltd. Enterprise Official Website.
Furnizor de soluții de lipire prin topire la cald
+86-573-85032008


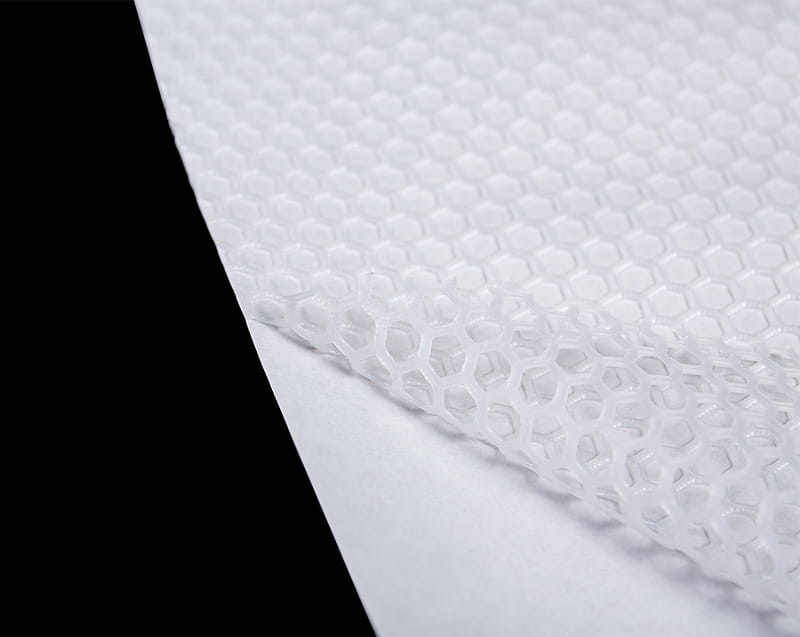
Filmul HDPE - prescurtare pentru peliculă de polietilenă de înaltă densitate - este o folie de plastic subțire, flexibilă, fabricată din rășină de polietilenă de înaltă densitate, un polimer termoplastic cu o densitate de obicei cuprinsă între 0,941 și 0,965 g/cm³. Această densitate ridicată, obținută printr-o structură de lanț polimeric extrem de liniară, cu ramificare minimă, este ceea ce distinge fundamental filmul de plastic HDPE de omologii săi cu densitate mai mică, cum ar fi LDPE (polietilenă de joasă densitate) și LLDPE (polietilenă liniară de joasă densitate).
Lanțurile moleculare strânse din HDPE conferă filmului rezultat un grad semnificativ mai mare de cristalinitate - de obicei 60%-80% - comparativ cu 40%-55% în LDPE. Această diferență structurală se traduce direct într-un film mai dur, mai rigid, mai rezistent chimic și mai puțin permeabil. Cu toate acestea, filmul HDPE este, în general, mai puțin transparent și mai puțin flexibil decât filmul LDPE, motiv pentru care alegerea între tipurile de film de polietilenă este întotdeauna un compromis bazat pe cerințele specifice ale aplicației.
O ilustrare comună din lumea reală a acestor diferențe: pungile de cumpărături subțiri, încrețite și opace folosite în supermarketuri sunt de obicei Film HDPE , în timp ce folia extensibilă utilizată în ambalarea paleților este LLDPE, iar pungile moi de pâine sunt de obicei LDPE. Fiecare exploatează proprietățile mecanice și optice unice ale arhitecturii sale moleculare.
Înțelegerea profilului proprietăților filmului de polietilenă de înaltă densitate este esențială pentru ingineri, designeri de ambalaje și profesioniști în achiziții care selectează materiale pentru aplicații solicitante. Următorul tabel rezumă caracteristicile cheie de performanță:
| Proprietate | Valoare/Interval tipic |
| Densitatea | 0,941–0,965 g/cm³ |
| Rezistența la tracțiune (MD) | 20–35 MPa |
| Alungirea la Rupere | 100–600% |
| Rata de transmitere a vaporilor de apă (WVTR) | 0,3–1,0 g·mil/100 in²·zi |
| Permeabilitatea la oxigen | Scăzut (mai bine decât LDPE) |
| Interval de temperatură de funcționare | -50°C până la 120°C |
| Rezistenta chimica | Excelent (acizi, alcaline, solvenți) |
| Rezistență UV (netratat) | Slab - necesită aditivi stabilizatori |
| Reciclabilitate | Da — codul de identificare al rășinii #2 |
| Ceață / Claritate | Ceață mare - de obicei opac până la translucid |
Unul dintre cele mai apreciate atribute ale filmului HDPE este viteza excepțional de scăzută de transmitere a vaporilor de umiditate, care depășește cu o marjă semnificativă filmul LDPE de grosime echivalentă. Această performanță de barieră împotriva umezelii este critică în ambalarea alimentelor, barierele de vapori din construcții și filmele de mulci agricole. Rezistența sa la un spectru larg de substanțe chimice - inclusiv acizi concentrați, baze, alcooli și mulți solvenți organici - îl face, de asemenea, o alegere implicită pentru aplicațiile industriale de izolare și căptușeală.
Singura limitare semnificativă a filmului HDPE nemodificat este susceptibilitatea acestuia la degradarea ultraviolete. Fără aditivi stabilizatori UV, expunerea prelungită în aer liber provoacă tăierea lanțului în coloana vertebrală a polimerului, ducând la fragilizare, cretare și pierderea proprietăților de tracțiune în câteva luni. Toate foliile HDPE pentru exterior – inclusiv geomembranele, foliile agricole și acoperirile de șantier – trebuie să conțină negru de fum (de obicei 2%–2,5% din greutate) sau pachete de stabilizator de lumină cu amine împiedicate (HALS) care absorb UV pentru a obține o durată de viață acceptabilă.
Filmul din plastic HDPE este produs în principal prin două procese bazate pe extrudare: extrudarea filmului suflat și extrudarea filmului turnat. Fiecare metodă produce filme cu proprietăți distincte, iar alegerea procesului depinde în mare măsură de cerințele utilizării finale.
În procesul de filmare suflată, granulele de rășină HDPE sunt topite într-un extruder cu șurub și forțate printr-o matriță inelară pentru a forma un tub continuu de plastic topit. Aerul comprimat este apoi injectat în centrul tubului, umflandu-l într-o bula - de obicei de 2 până la 4 ori diametrul matriței. Bula este răcită simultan de un inel de aer și trasă în sus de role de nip din partea de sus a turnului, care o prăbușesc într-o peliculă plată, cu două straturi, care este înfășurată pe role.
Extrudarea filmului suflat HDPE necesită un control atent al procesului, deoarece fereastra îngustă de procesare a HDPE și rezistența ridicată la topire necesită profilare precisă a temperaturii, gestionarea raportului de explozie și stabilitatea înălțimii liniei de îngheț. Orientarea biaxială transmisă în timpul umflarii bulelor îmbunătățește proprietățile mecanice echilibrate atât în direcția mașinii (MD) cât și în direcția transversală (TD), făcând filmul suflat HDPE mai puternic și mai rezistent la perforare decât filmul turnat cu grosime echivalentă. Marea majoritate a foliilor HDPE comerciale - pungi de cumpărături, pungi de marfă, pungi pentru produse și căptușeli industriale - sunt produse prin extrudarea filmului suflat.
În extrudarea filmului turnat, HDPE topit este extrudat printr-o matriță cu fantă plată pe o rolă de crom răcită, care se rotește rapid, unde este stins aproape instantaneu. Viteza de răcire rapidă suprimă dezvoltarea cristalinității, producând un film cu o claritate mai mare, o suprafață mai lucioasă și toleranțe de grosime mai strânse în comparație cu filmul suflat. Filmul HDPE turnat permite, de asemenea, viteze de producție mai mari și coextrudare mai ușoară cu alți polimeri pentru a forma pelicule de barieră multistrat.
Compartimentul este că filmul HDPE turnat este orientat predominant în direcția mașinii, făcându-l mai slab în direcția transversală și mai predispus la ruperea de-a lungul MD. Pentru aplicațiile în care claritatea optică sau precizia dimensională sunt critice - cum ar fi ambalajele medicale sau substraturile de laminare - filmul HDPE turnat este adesea preferat în ciuda costului său mai mare per kilogram de ieșire.
Nu toate filmele HDPE sunt la fel - selecția rășinii și formularea aditivilor afectează dramatic performanța filmului final. Variabilele cheie includ indicele de curgere a topiturii (MFI), distribuția greutății moleculare și pachetul de aditivi specific încorporat în timpul amestecării.
Combinația foliei de polietilenă de înaltă densitate între performanța barierei de umezeală, rezistența chimică, duritatea mecanică și costul scăzut a făcut din aceasta una dintre peliculele de plastic de cel mai mare volum produse la nivel global. Aplicațiile sale acoperă aproape toate industriile majore.
Folia de ambalare HDPE este materialul dominant în segmentul de saci de transport și de marfă la nivel global. Gențile pentru tricouri, sacii plate, sacii pentru produse și mânecile de ziar sunt aproape universal fabricate din film suflat HDPE la grosimi cuprinse între 8 și 25 de microni. La aceste calibre, filmul HDPE oferă suficientă rezistență și rezistență la rupere la o greutate de bază mai mică decât materialele concurente - ceea ce înseamnă mai mulți saci pe kilogram de rășină, ceea ce reduce direct costul pe unitate. HDPE este, de asemenea, utilizat ca strat component în structurile de ambalare coextrudate cu mai multe straturi, unde servește ca barieră la umezeală sau strat de termoetanșare alături de peliculele de barieră de oxigen EVOH.
Aplicațiile de folie HDPE pentru agricultură includ folie de mulci, saci de siloz, capace pentru sere și folie de balot de fân. Folia neagră de mulci HDPE (de obicei 25–50 microni grosime) este așezată peste paturile de cultură pentru a suprima creșterea buruienilor, a reține umiditatea solului, a crește temperatura solului și a reduce scurgerea îngrășămintelor. Formulările stabilizate la UV cu durate de viață țintite de 1–3 sezoane de creștere sunt standard. Pentru depozitarea silozului, filmul HDPE coextrudat alb-negru de grosime (200–250 microni) combină rezistența UV din stratul exterior negru cu reflectarea căldurii din stratul interior alb, păstrând calitatea fermentației în grămada de siloz.
În construcții, folie de plastic HDPE servește ca membrane rezistente la umezeală (DPM), straturi de control al vaporilor, foi de întărire a betonului și acoperiri de protecție temporare. Aplicațiile DPM sub-placă utilizează de obicei folie HDPE de 300 de microni (gauge 1200) în conformitate cu standarde precum BS 8102 sau ASTM E1745. Impermeabilitatea foliei la umiditatea solului previne creșterea umezelii prin pătrunderea pardoselilor și pereților, protejând elementele structurale și finisajele interioare. Rezistența la perforare este o specificație critică în această aplicație, deoarece filmul trebuie să supraviețuiască traficului pietonal și contactului cu barele de armare în timpul plasării betonului, fără a dezvolta defecțiuni ale orificiilor.
Filmul cu geomembrană HDPE de grosime (0,5 mm până la 3,0 mm) este materialul de căptușeală de alegere pentru celulele de depozitare a gunoiului, plăcuțele de leșiere a grămezii miniere, iazurile de tratare a apelor uzate și bermele de izolare secundare. Rezistența sa la o gamă largă de substanțe chimice de levigat, sudabilitatea și permeabilitatea sa scăzută îl fac superior din punct de vedere tehnic și economic față de căptușelile din argilă compactată în majoritatea aplicațiilor. Folia HDPE industrială este, de asemenea, utilizată pentru împachetarea și protejarea bobinelor metalice, componentelor mașinilor și materialelor de construcție în timpul transportului și depozitării în aer liber.
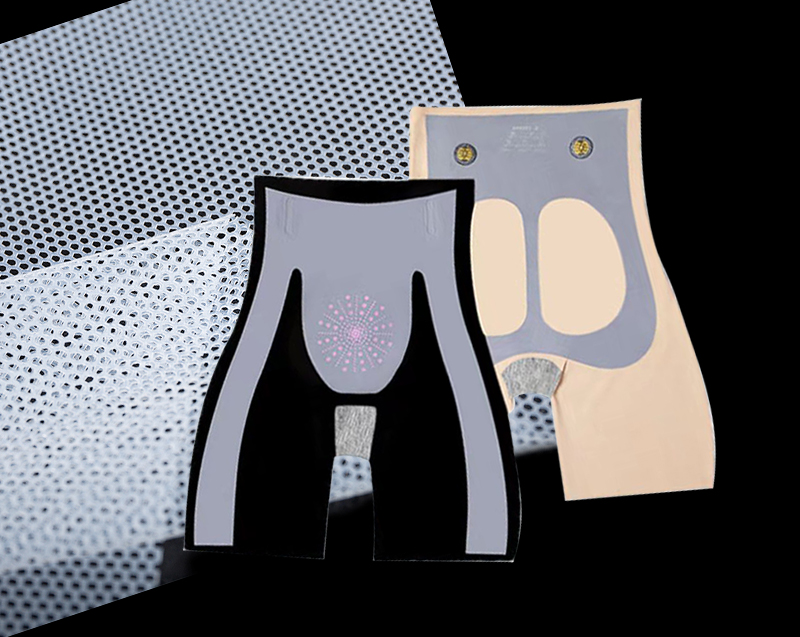
Folia HDPE este utilizată ca material pentru foile din spate în scutece de unică folosință, produse pentru incontinență pentru adulți și articole de igienă feminină, unde proprietățile sale de barieră la umezeală împiedică pătrunderea lichidului pe suprafața exterioară a îmbrăcămintei. Filmul HDPE de calitate medicală este, de asemenea, utilizat pentru pungi sterile de ambalare, pungi pentru autoclave și pentru izolarea deșeurilor spitalicești. În aceste aplicații, respectarea contactului cu alimentele și a biocompatibilității cu standardele FDA și ISO 10993 este obligatorie, necesitând pachete de aditivi strict controlate și niveluri de puritate a rășinii.
Selectarea dintre tipurile de film HDPE, LDPE și LLDPE necesită o înțelegere clară a compromisurilor pe care le aduce fiecare material. Tabelul de mai jos oferă o comparație alăturată a proprietăților cheie relevante pentru decizia:
| Proprietate | Film HDPE | Film LDPE | Film LLDPE |
| Rigiditate | Înalt | Scăzut | Mediu |
| Rezistența la tracțiune | Înalt | Mediu | Mediu–High |
| Rezistenta la perforare | Bun | Moderat | Excelent |
| Bariera de umiditate | Excelent | Bun | Bun |
| Claritate optică | Sărac (cețos) | Bun | Moderat |
| Flexibilitate / Moliciune | Scăzut | Înalt | Înalt |
| Rezistenta chimica | Excelent | Bun | Bun |
| Cost (relativ) | Scăzut | Mediu | Mediu |
| Aplicații tipice | Saci, bariere, căptușeli, mulci | Pungi de pâine, folie termocontractabilă, sticle de stoarcere | Folie elastică, genți grele, pungi |
Când cerințele principale sunt rigiditatea, performanța barierei de umezeală, rezistența chimică și eficiența costurilor - iar claritatea optică nu este critică - filmul HDPE este alegerea optimă. Când flexibilitatea, moliciunea sau transparența contează mai mult decât rigiditatea sau bariera, gradele LDPE sau LLDPE sunt de obicei superioare. Multe structuri moderne de ambalare rezolvă acest compromis prin coextrudarea HDPE cu straturi de LDPE sau LLDPE pentru a amesteca proprietățile benefice ale fiecărui material într-o singură structură de film optimizată.
Suprafața naturală nepolară a filmului HDPE reprezintă o provocare pentru imprimare și laminare cu adeziv. Energia de suprafață a filmului HDPE netratat este de aproximativ 30–32 mN/m, ceea ce este prea scăzut pentru umezirea adecvată a cernelii sau a adezivului - majoritatea cernelurilor și acoperirilor necesită o energie minimă de suprafață a substratului de 38–42 mN/m pentru o aderență sigură. Tratarea suprafeței este, prin urmare, o etapă esențială în toate liniile de transformare de tipărire și laminare.
Tratamentul de descărcare corona este metoda standard de activare a suprafeței pentru filmul HDPE. Trecerea filmului între un electrod de înaltă tensiune și o rolă împământată generează o descărcare de plasmă care oxidează suprafața filmului, introducând grupări funcționale polare (hidroxil, carbonil, carboxil) care ridică energia de suprafață la 42–50 mN/m. Tratamentul corona trebuie efectuat imediat înainte de imprimare sau laminare, deoarece energia de suprafață activată se descompune în timp - de obicei revine la valoarea de bază în câteva zile până la săptămâni, în funcție de condițiile de depozitare și de migrarea aditivilor la suprafață.
Majoritatea filmelor HDPE imprimate — pungi de cumpărături, pungi de pâine, folii agricole cu branding — sunt produse prin imprimare flexografică cu cerneluri pe bază de apă sau întăribile UV. Imprimarea gravura este utilizată pentru aplicații de înaltă calitate, cu volum mare, în care sunt necesare reproducerea fine a detaliilor și o densitate constantă a culorilor pe milioane de metri liniari. Cernelurile pe bază de solvenți, deși sunt în scădere din cauza reglementărilor VOC, oferă totuși o aderență superioară pe substraturi dificile și sunt utilizate în imprimarea filmelor industriale acolo unde cerințele de reglementare permit.
Filmul HDPE poartă codul de identificare al rășinii #2, identificându-l drept una dintre cele mai reciclate folii de plastic la nivel global. Spre deosebire de filmele compozite multistrat care sunt dificil sau imposibil de reciclat, filmul HDPE dintr-un singur material poate fi colectat, sortat și reprocesat în pelete HDPE reciclate (rHDPE) pentru a fi utilizate în aplicații care nu au contact cu alimentele, inclusiv saci de gunoi, folii agricole, membrane de construcție și extrudare a țevilor.
Mulți comercianți cu amănuntul importanți și supermarketuri operează programe de preluare în magazine în mod specific pentru pungi și ambalaje din film HDPE, alimentând fluxuri dedicate de reciclare a filmului separat de reciclarea sticlelor HDPE rigide. Provocarea în reciclarea filmelor HDPE este contaminarea - reziduurile alimentare, etichetele și laminatele cu materiale amestecate reduc calitatea rHDPE și valoarea de piață. Progresele în tehnologia de sortare în infraroșu apropiat (NIR) au îmbunătățit semnificativ puritatea fluxului de peliculă la instalațiile de recuperare a materialelor (MRF) în ultimii ani, susținând rate mai mari de includere a conținutului reciclat post-consum (PCR) în producția de noi filme HDPE.
Din perspectiva ciclului de viață, greutatea de bază redusă a foliei HDPE pe unitate de funcționalitate de ambalare este un avantaj real al durabilității. O geantă tipică pentru tricou HDPE care cântărește 6–8 grame oferă o capacitate de transport comparabilă cu alternativele care sunt de două până la patru ori mai grele, ceea ce înseamnă că masa totală a polimerului - și amprenta de carbon asociată - per utilizare este semnificativ mai mică. Atunci când este combinată cu un conținut ridicat de reciclare post-consum și cu infrastructura de colectare la sfârșitul vieții, filmul HDPE poate fi un material de ambalare cu adevărat circular.


Toate drepturile rezervate:Pinghu Zhanpeng Hot Melt Adhesive Web & Film Co., Ltd.

浙ICP备19016808号-1
 浙公网安备 33048202000557号
浙公网安备 33048202000557号